



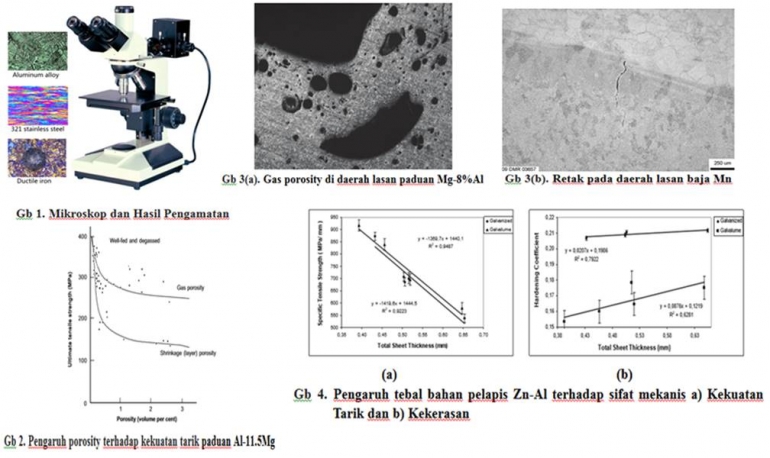


Tahukah anda? Selain bentuk fisik dan warna yang berbeda-beda antara logam satu dengan yang lain, struktur mikro dari benda-benda tersebut juga berbeda. Struktur mikro dapat diamati dengan menggunakan mikroskop seperti yang terlihat pada Gambar 1. Perbedaan struktur mikro seperti ukuran butir, bentuk grafit, ada tidaknya cacat seperti porosity, inklusi dan retak ternyata dapat mempengaruhi sifat mekanis seperti kekuatan tarik dan kekerasan.
Semakin banyak cacat internal maka kekuatan mekanis material akan berkurang. Gambar 2. memperlihatkan hubungan antara cacat porosity dengan kekuatan mekanis yang dihasilkan pada material paduan Al-11.5Mg.
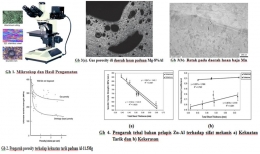
Cacat porosity ini dapat diketahui melalui mikroskop seperti yang diperlihatkan pada Gambar 3 (a). dari paduan Mg-8%Al, sehingga dapat dimaklumi mengapa kekuatan tarik dari sebuah material lebih rendah dari nilai seharusnya. Begitu juga dengan cacat retak (crack) seperti yang diperlihatkan pada Gambar 3 (b), yang tentunya akan mempengaruhi sifat mekanis dari material. Semua cacat internal seperti porosity dan retak yang ada di dalam material akan menjadi daerah yang lemah dan awal patahan pada saat uji mekanis dilakukan terhadap material tersebut.
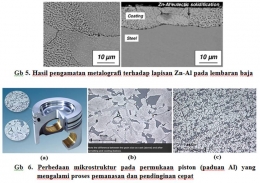
Pengujian metalografi juga berguna dalam mengetahui ketebalan lapisan bahan pelapis (coating) atau permukaan yang mengalami perlakuan berbeda misalnya proses perlakuan panas (heat treatment). Ketebalan coating pada proses pelapisan dan ukuran butir akibat perlakuan panas akan mempengaruhi sifat mekanis material. Gambar 4. memperlihatkan pengaruh ketebalan lapisan proses galvanizing dan galvalume terhadap sifat mekanis pada lembaran baja. Makin tebal bahan pelapis akan mengurangi kekuatan tarik dari lembaran baja yang mengalami galvanisasi. Sedangkan kekerasan pada lembaran baja galvanisasi akan semakin meningkat dengan makin tebalnya lapisan.
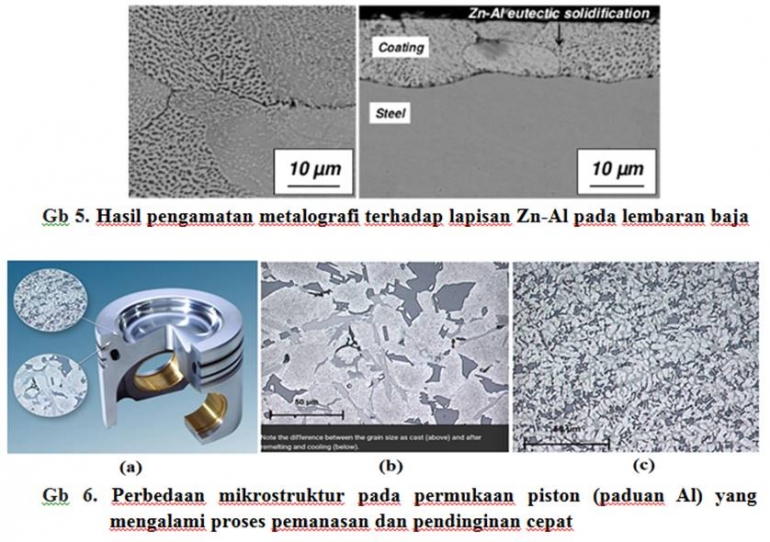
Pengamatan metalografi terhadap lapisan material diperlihatkan oleh Gambar 5. Terlihat permukaan lembaran baja telah terlapisi oleh bahan pelapis Zn-Al dengan ketebalan tertentu. Sedangkan pada Gambar 6. memperlihatkan mikrostruktur yang berbeda dari permukaan piston berbahan paduan Al yang dipanaskan pada titik leburnya dan kemudian dilakukan pendinginan cepat sehingga butirannya lebih halus dibandingkan dengan bagian induknya. Sifat mekanis di setiap bagian piston tentunya akan berbeda-beda, sebab dengan butiran yang lebih halus maka bagian permukaan piston akan lebih kuat bila dibandingkan dengan bagian yang lain.
Tahapan proses metalografi dapat dilihat pada Gambar 7., dimana peralatan tersebut disediakan dengan lengkap oleh produsen ternama dari negara Turki yaitu Metkon dan dipasarkan di Indonesia oleh agen tunggalnya, PT Ostenco Promitra Jaya. Seperti misalnya mesin pemotong Metkon dengan type yang tersedia antara lain Metacut 251, Metacut 351 dan Servocut 301.
Proses pemotongan benda uji harus mempertimbangkan kekerasan dan lunaknya bahan material tersebut, agar material uji tidak mengalami deformasi dan perubahan struktur yang akan berakibat terhadap keakuratan dan kejelasan obyek hasil pencitraan lensa mikroskop. Oleh karena itu sangat disarankan untuk memilih type piringan (disc) pemotong yang benar, ketebalan piringan pemotong, bahan material dari piringan pemotong, bahan pendingin, tekanan dan kecepatan pemotongan. Alat potong Metkon yang tersedia antara lain seperti mesin potong presisi yang diperlihatkan pada Gambar 8.
Hasil mounting sampel, selanjutnya dilakukan proses penghalusan gerinda dan pemolesan dengan menggunakan mesin gerinda dan poles seperti yang terlihat pada Gambar 10. Tujuan dari proses gerinda dan poles, agar permukaan sampel menjadi halus secara merata dan ketika diberi etsa sesuai dengan jenis materialnya dapat menghasilkan gambar yang jelas saat diamati menggunakan lensa mikroskop.
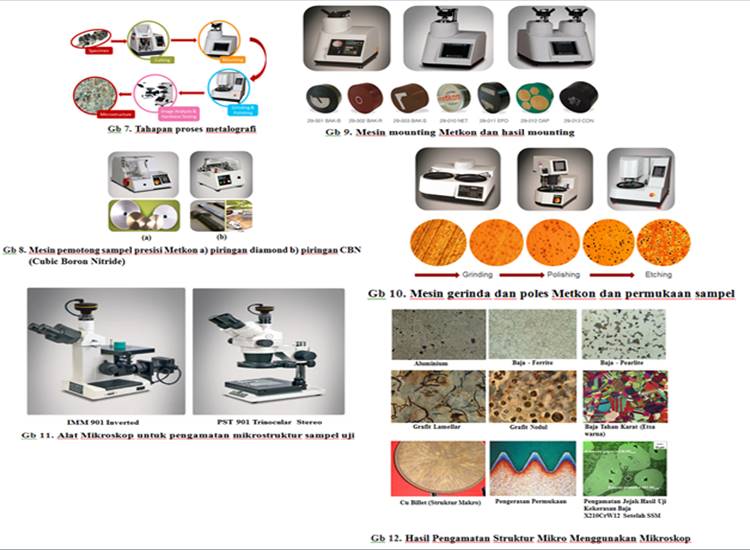
Penggunaan alat-alat potong, mounting, gerinda dan poles produksi Metkon tersebut akan menghasilkan kualitas sampel yang baik dengan proses pengerjaan yang cepat sehingga secara mengurangi biaya produksi yang tinggi karena waktu tunggu (idle time) dapat diminimalisir. Pengamatan material yang telah dihaluskan dan diberi etsa pada permukaannya yang menggunakan mikroskop seperti Gambar 11, lalu rekaman gambar yang dihasilkan dari alat pembesar dapat dilihat pada Gambar 12. Gambar 12 adalah contoh pengamatan yang dilakukan terhadap jenis material, fasa mikrostruktur, bentuk grafit pada besi tuang, ketebalan proses pengerasan permukaan sampai dengan dimensi jejak uji kekerasan.
